
|
甄长红 版权所有
|
|
copyright 1991-2019 青果园电厂化学资料网 ( www.qgyhx.cn ) All rights reserved 陇ICP备09001450号 |
精处理高速混床氨化运行工艺探索
台州电厂化学分场胡景福(318016)
1 概述
凝结水是锅炉给水的重要组成部分, 它占给水总量的绝大部分, 氨被用来作为调节锅炉进水的化学水处理药品。照理说凝结水是很纯净的, 但实际形成过程中总会因某些原因而受到污染, 如凝汽器泄漏的悬浮物、盐类、胶体、Cu、Fe 的氧化物及离子等热力系统的腐蚀产物,一旦这些杂质进入锅炉,将会给机组特别是高参数大容量的机组带来严重危害, 为此而设置了凝结水精处理设备。本厂四期机组各自配套设计了中压凝结水精处理系统, 每套系统由3 台高速混床组成, 正常情况下两运一备, 可实现100 %凝结水处理。再生方式采用公用3 塔体外再生设备, 混床失效后的树脂先送到阳再生器内将树脂彻底分层, 阳树脂留在阳塔内进行再生, 阴树脂及部分混脂输送到阴再生器内进行再生, 再生好的阳阴树脂在树脂贮存器内正洗混匀后备用, 阴再生器内的混脂再送回阳再生器参加下一次的再生。
2 系统存在的问题
精处理系统在机组水处理中有着非常重要的作用, 但氢型运行的高速混床在运行中面临着以下许多问题:
(1) 高速混床运行周期短、周期制水量低、使得系统需要频繁操作,运行不稳定;
(2) 生产性工业酸耗、碱耗大;
(3) 存在着再生剂(即再生用的工业盐酸、烧碱) 带入大量氯根、硫酸根的可能(已多次发生此类恶性水质) ;
(4) 树脂的破碎率高、补充率高、耗费大;
(5) 废水产生量大,处理费用大,不利于保护环境。
3 原因分析及处理对策
311 原因分析
在实际运行过程中, 经我们观察后发现,在精处理系统凝结水进水水质正常, 精处理系统再生也无异常的情况下, 精处理高速混床运行周期不长、制水量低的情况为数不少。大量资料证明现采用的再生工艺还是比较先进合理的, 它不会对系统有多大的不良影响。再研究运行工艺方面的问题, 发现氢型高速混床不适合处理氨含量太高的凝结水, 氨含量越高其负载越高,说明运行工艺存在问题。
大容量高参数机组的给水一般都采用氨―联氨联合处理工艺,氨被用来作为调节锅炉进水的化学水处理药品, 锅炉给水的pH值控制在910~914 , 使被处理的凝结水的pH值达到910左右,凝结水中的氨含量可达到1~2 mg/ l。我厂的高速混床都使用氢型阳树脂,在凝汽器不泄漏的情况下,氨就代表着以氢型工作的阳树脂的主
要负载,其失效终点是铵的穿透,对于高pH值的凝结水,混床中的阳树脂上的负载很高,pH值控制越高,负载量也就越大。阳树脂上的负载还会因钠离子(凝汽器泄漏、渗漏) 的进入而加大, 这就要求阳树脂既要抗磨损,又要有高的工作交换容量, 然而树脂的交换容量取决于以下3 个条件:
(1)在实际运行过程中其失效终点的判定;
(2) 树脂的再生程度,正常情况下它是一个定值;
(3) 树脂的交联程度,它在树脂的制造过程中就已确定,相对来说它是一个不变的参数,只会随着运行时间的延长或运行条件的恶化而降解。由于阳树脂的工作负荷特别高这一点, 它必将导致系统存在着上述的不足。
312 处理办法
为了解决问题, 最好的办法当然是采用氨型树脂代替氢型树脂。但那样需要更换掉大量氢型阳树脂。初步估算: 2 台机组共7 份树脂(其中1 份留再生塔再生) , 每份4156 m3 , 其中1/ 2 为阳树脂, 则阳树脂的总量为15196 m3 , 每立方米树脂的价值约10 万元, 总价值在160 万元左右, 必然造成很大的浪费。通过查找资料
和研究后发现, 氢型树脂也可以采用适当的工艺, 使它氨化来运行, 同样起到氨型树脂的作用,氢型阳树脂经氨化后,进水中的铵离子不会被除掉, 但外来的杂质离子, 诸如钠离子、钙离子(用“M”表示) ,仍可以被树脂吸收掉,反应式如下:
R - H+ NH4 = R - NH4 + H+ (1)
R - H+ M+ = R - M+ H+ (2)
R - NH4 + M+ = R - M+ NH4 (3)
R - OH+ CL- = R - CL + OH- (4)
H+ OH= H2O (5)
OH+ NH4 = NH3 ・H2O (6)
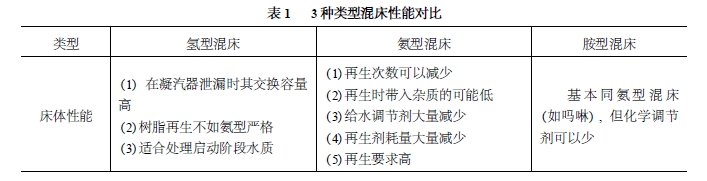
但是, 氨离子和钠离子的选择性的差别比较小(也即它们的吸收系数差别不大) , 所以树脂内的钠离子浓度必须保持在比较低的浓度,有利于保持出水合格。氨型阳树脂的容量, 取决于进水的钠离子浓度, 因此树脂以氨型使用时,对钠离子的交换容量稍低,也即钠离子的平衡泄露比氢型阳树脂稍高。几种类型的树脂混床的性能对比分析如表1。最后确定了氨化阳树脂的方案, 它有理论依据、投入少、具有可行性。
313 处理过程
具体处理做法如下:
(1) 再生时逐次浮洗出部分碎树脂;
(2) 树脂定期体外擦洗;
(3) 采用高纯离子膜碱再生好混床树脂;
(4) 机组连续加氨,保持加氨量稳定,混床投
运初期适当提高加氨量, 控制进水的pH值在910 以上;
(5) 投运初期避免处理较差的凝结水和机组启停期间的凝结水等等。
4 效果检验
通过阳树脂氨化运行,总体上有以下效果:
(1) 改善了系统运行工况、使混床在氨穿透后仍维持较高的出水水质,稳定了系统的运行;
(2) 降低了树脂的破碎率,减少树脂的补充量;
(3) 降低酸碱消耗, 节省运行费用; 每年可减少排放废酸废碱近6000 t ,有利保护环境;
(4) 由于再生次数的大幅减少,降低了带入杂质的可能,提高了运行的可靠性。
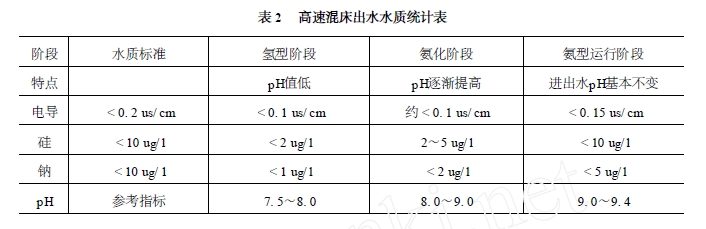
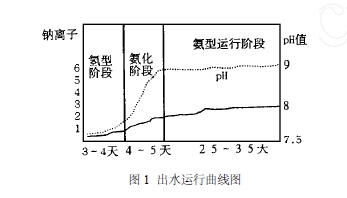
同时,通过氨化技术的应用,高速混床的运行周期明显延长, 由以前的每周期5~7 天, 提高到现在的30 天左右, 长的运行周期可达35以上;周期制水量明显增大,由以前的5~8 万t提高到25~35 万t ;出水水质稳定,高速混床出水水质统计见表2 , 总体运行情况见图1 , 基本解决了我们面临的问题。
值得注意的是, 由于氨型运行阶段树脂的交换容量比氢型低, 在实际运行过程中, 一般每台机组要保持有1 台高速混床未投运过, 即保持为氢型, 以处理凝汽器意外泄漏而引起的恶性水质。
5 结语
通过高速混床氨化阳树脂技术的应用,提高了我厂的凝结水精处理运行水平; 取得了较高的综合经济效益。当然,随着时间的推移,现在运行的树脂必将有一天会老化, 在以后需要更换树脂时,可以考虑换为氨型的树脂。
氨化运行尚属新事物, 国内实际采用尚不多见, 专家对此也见仁见智, 今后肯定还值得进一步学习和探讨。
参考文献
1 何建荣1 厦门嵩屿电厂凝结水精处理技术
2 王俐1 国外凝结水精处理技术的新进展
(收稿日期:1999 - 06 - 15)
 最新评论
最新评论|
甄长红 版权所有
|
|
copyright 1991-2019 青果园电厂化学资料网 ( www.qgyhx.cn ) All rights reserved 陇ICP备09001450号 |
