
|
甄长红 版权所有
|
|
copyright 1991-2019 青果园电厂化学资料网 ( www.qgyhx.cn ) All rights reserved 陇ICP备09001450号 |
锅炉运行中的腐蚀原因分析及处理对策
孙瑛
(冶金工业部安全环保研究院430081)
摘要 就锅炉水侧金属壁上产生锈泡的主要原因进行了分析,并提出了相应的处理对策及煮锅的操作过程和方法。
关键词锅炉腐蚀.防锈
Analysis on Cause of Corrosion in Boiler and lts Countermeasure Sun Ying
(Safet3・and Em,ironme~f Protection Research]mtitute,MMI 430081)
Abstract Main courses of rusting on boiler water wall are analysed.And treat measure as well as operate me thod are put forward.Ke~vords Boiler Co rrosion Rustproof
l 前言
锅炉最基本的组成是锅筒和炉子两大部分。燃料在炉内燃烧,高温烟气则通过锅筒受热面将热量传递给锅筒内温度较低的水,沸腾汽化后生成蒸汽(或热水)。
要保证锅炉安全正常运行.首先必须做好锅炉点火前的几项准备工作,如检查、上水、烘炉、煮锅等。近一段时问,通过分析一些锅炉的检验结果,发现锅炉水垢很薄或基本无水垢,水处理效果亦不错,但在受压元件水侧金属壁上,有一定程度的、分布广泛的锈泡,以致于锅炉在投入运行以后出现严重腐蚀,现就产生锈泡的主要原因进行分析,并提出相应的处理对策。
2 产生锈泡原因的分析
锅炉在制造加工和储运过程中,会在锅内金属表面残留一些油垢和脏物(杂质),这些杂质会破坏锅炉水质,在锅炉运行中浮在锅炉的蒸汽和水分界面上,阻碍汽水分离,增加锅水的表面张力。水质正常时,蒸汽可以均匀迅速地冲出水面,达到蒸汽与水的分离,由于表面张力增大,水面下的小汽泡冲不出水面,杂质越多,表面张力越大,蒸汽泡从水下冲出分界面所需的压力也就越大,所需燃料也增加,同时水面下的小汽泡互相冲撞汇聚成大汽泡.汽泡越聚越大,汽泡膜越鼓越薄,当汽泡膜被鼓破时形成大量小水滴抛向蒸汽空间而被蒸汽流带走,造成蒸汽带水现象,恶化了蒸汽的品质,还浪费了大量的燃料。
锅炉制造厂的钢板、钢管多数在露天库内存放,难免要产生锈蚀,在冷加工过程中,经过卷板、弯管等工艺,使钢材在轧制时形成的保护膜又遭到了破坏。锅炉本体在制造厂的冷作和焊接全部结束后,要作水压试验,水压合格的锅炉一般都不开手孔、人孔,把水放净,等待销售出厂。可是锅炉内金属表面仍有一层很薄的水膜,由于锅炉内空气不畅通,干燥的速度也相当缓慢,空气中的氧气便会溶入此水膜中,造成溶解氧的腐蚀,加之钢材在存放时的锈蚀和冷加工时保护膜的破坏,为加速腐蚀增添了条件。
3 处理对策
由以上分析可知,对于新装、迁装、大修或长期停用的锅炉,其锅炉蒸发受热面中有部分铁锈、油污和其他污物,为减少受热面腐蚀.提高锅水和蒸汽品质,必须在正式启动前进行煮锅,以防止锅炉的氧化腐蚀,确保锅炉投入运行后的正常使用。
(1)新装锅炉的煮锅工作对锅炉的安全运行非常重要。新炉的煮锅除了清除油污、锈迹和杂物外,更主要的是要在金属表面形成耐腐蚀钝化膜。实际证明。最初煮锅形成的钝化膜,对以后运行的抗蚀性有很大影响,如果运行前煮锅未能形成较好的钝化膜,投入运行后腐蚀速度就比较快。
(2)酸洗后的锅炉.水垢不复存在,但金属表面处于活性状态,没有钝化膜的保护。最容易产生氧腐蚀,所以,开炉前必须进行煮锅工作.在活性金属表面形成一层钝化膜。
(3)水处理较好的锅炉.由于钝化后金属表面耐蚀保护膜有一定的保护期限,在运行一段时间后,特别是由于操作不当.炉水的pH 值过大或过小,使钝化膜被破坏,原来的钝化膜会逐步消失,防腐蚀能力亦会下降。对锅水处理较好的这一类锅炉应定期进行煮锅工作。
4 煮锅操作
煮锅的操作方法应符合标准要求,正确的方法可以提高煮锅的效果。
(1)煮锅分类:根据锅炉内部的锈蚀程度,一般可分为三大类。第一类:指锅炉只有较薄的铁锈,如出厂到安装完毕.保管较好,时间较短,不超过1O个月。第二类:指锅炉出厂后长期放在露灭、有较厚的铁锈。第三类:指锅炉除铁锈外.还有水垢,如移装锅炉。
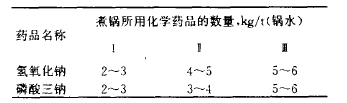
(2)煮锅的药剂:一般采用氢氧化钠(NaOH)或磷酸三钠(Na3PO ・12H2O).如没有磷酸三钠,也可用无水碳酸钠(Na CO )代用,剂量为磷酸三钠的1.5倍。其投药的剂量可参考附表。
附表煮锅所需药量
(3)煮锅的操作顺序:①将药品先配制成浓度为20 的溶液,搅拌均匀加入锅炉。加药前,锅炉水位应在最低水位,必须将锅炉透气阀打开,待锅炉内完全没有压力时方可加药。
②炉膛内升起微火,逐渐使炉水沸腾,产生的蒸汽经透气阀或安全阀排出,炉水沸腾应持续8~12小时。⑧升压到工作压力的15 ~3O 9/6,一般需维持8小时,然后将锅炉的炉膛全部密闭过夜。升压前.应先将锅筒上部的透气阀开启,当透气阀中有蒸汽冒出时,即可将透气阀关闭。当锅炉内开始有压力时,可冲洗水位表及压力表。在升压过程中,应检查所有人孔、手孔及法兰等是否有渗漏,当压力达1~ 2 a时可紧一下人孔、手孔及法兰的螺丝,并检查其它地方是否有漏气漏水。④继续升压到50 工作压力,5 ~10 蒸发量。持
续16~20小时。试后仍停下,锅炉仍密闭过夜,压力让它自然下降。⑤再升压到75 工作压力,蒸发量5 ~10 o,4,排污量8 ~10% ,补水,持续16~20小时。然后将炉膛密闭。待锅炉逐步降压冷却。在煮锅阶段,应当试一下各个阀门及烟道挡板,要求开关灵活,以保证锅炉在投产时能正常运行。锅炉通过煮锅的
升压、降压过程,锅筒中铁锈、水垢等能逐步从受热面松脱下来。⑥锅炉冷却后,可将透气阀及排污阀启,使锅筒内的污物能冲洗排去,然后,将排污阀关闭,并将清水放到上锅筒顶部。当水位表中出现水位时,降低进水速度,直到水自透气阀中冒出来,方可停止进水,再开启排污阀,将水放尽。
开启人孔、手孔.将锅炉内部再进行一次检查和冲洗。必须将剩余的水垢、铁锈全部铲除冲清,将排污阀拆下,再清洗一次。
对锅筒、集箱及所有锅炉钢管进行一次全面检查。如不够清洁,需作第二次煮锅。
不难看出,煮锅虽不是正常启动,但锅炉燃烧系统和汽水系统已经部分或大部分处于工作状态,锅炉已经开始承受温度和压力,所以必须认真进行。
5 结论
近年来对新装锅炉煮锅强调不够,许多司炉工对煮锅无认识,也未掌握煮锅方法,加上锅炉安装使用说明书亦没有强调煮锅工作,致使许多锅炉出现氧化腐蚀现象.值得注意.必须加强司炉工的素质。搞好锅炉煮锅工作,确保锅炉安全使用。
(收稿日期:1998-01-04)
 最新评论
最新评论|
甄长红 版权所有
|
|
copyright 1991-2019 青果园电厂化学资料网 ( www.qgyhx.cn ) All rights reserved 陇ICP备09001450号 |
